

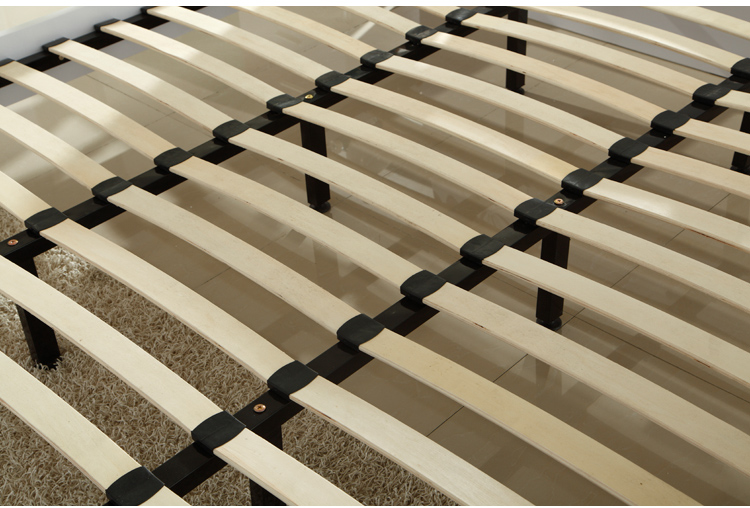
排骨架钢管表面处理工艺
钢木结构的排骨架边框多采用普通方形、矩形钢管。主要是为了便于冲压钻铣、弯折成型,焊接成型后的框架结构稳定性和承受力度是木质框架所不能比拟的。同时也最大化的控制了产品重量,成本方面也算是最实惠的选择了。但钢管的表面处理工艺却相当复杂,因结构中空,内部处理工艺除了电镀工艺的浸镀技术,传统的喷涂工艺都没办法处理。而电镀成本高且工件大所以无法选择电镀工艺。现大部分的生产厂家都选择静电塑粉喷涂工艺来处理钢管表面。
静电喷粉就是将粉末通过静电技术吸附在工件表面,再将工件放入烤箱内经200度高温烘烤15-20分钟。粉末为塑化材质,遇高温就融化,工件表面的所有粉末便融为一体形成一层包裹。待工件冷却后包裹变硬、表面变光滑,就完成了处理工艺。
喷粉工艺有它的缺点和优点。缺点是表面平整度和光滑度没有喷油的效果好,因为粉体属细微颗粒固体,比油漆的组成颗粒要粗,同时油漆呈液体状,从喷枪内喷出的分布均匀度要好于粉体。所以油漆的表面效果要好一些。如果工件精细表面要求高,不适宜用喷粉工艺处理。优点是喷粉的包裹厚重,附着力强,不氧化(随温度变化而老化),盐雾测试防锈效果是最好的,不日晒雨淋,无损伤的状态下可达10年以上,喷油和电镀都无法企及,而且环保指数也高于油漆。另外,从材料成本和生产成本方面来比较,三者之中喷粉的成本是最低的。所以喷粉是大型工件和户外五金件表面处理的首选。

喷粉、喷油、电镀等工艺的前处理工序和原理都差不多。喷粉的工序和要求相对要简略一些,经过除油、除锈、表调、磷化、钝化等工艺处理后就可进行喷涂。前处理工艺相当重要,决定着工艺成形后的质量。前处理不好,喷粉后的手感和附着力就下降,防锈效果就差。特别是管状工件,因管内部无法喷涂,它的防锈功能就全部依赖磷化。工件经过磷化后会在工件表面形成一层保护膜,阻隔空气,减慢氧化速度,从而起到防锈的功效。但磷化膜的防锈效果有限,往往产品生锈都是从管内部开始往外蔓延,所以在使用排骨架时,要防水、防潮、防腐蚀物质。


")







